
How AI Is Reshaping Customer Support
Companies are rapidly adopting AI for customer support, but consumers aren't impressed by chatbots that can't solve their problems. Clutch surveyed 422...
Updated February 19, 2026

This article covers the benefits of AI in the manufacturing industry. These benefits include quality control, inventory management, monitoring diagnostics, customer care, product enhancement, and asset management. AI will revolutionize the manufacturing world and companies that don't adapt to include AI as part of their operations will miss out.
Porsche is one of the few companies leveraging AI in manufacturing to digitalize relevant business processes and improve production efficiency.
According to Fortune Business Insights, the size of AI in the Manufacturing Market will exceed USD 9.89 billion by 2027 while exhibiting a promising 24.2% CAGR between 2020 and 2027.
Looking for a Artificial Intelligence agency?
Compare our list of top Artificial Intelligence companies near you
Below is a graph that depicts the growth of AI in the manufacturing market.
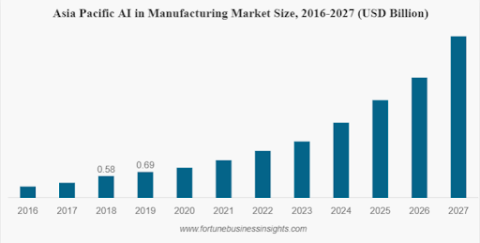
As you can see above, the use of AI in the manufacturing industry will grow exponentially YoY.
Businesses should consider two routes to answer this question. The first is for the manufacturing industry to design and implement AI-based solutions to assess readiness. And, the second is to leverage AI-based solutions and expertise to offer commercial offerings.
Combining AI with other technologies like machines, sensors, and human inputs will boost operations, bring innovation, and lead to productivity in the industry.
As stated by McKinsey, the 4IR (Fourth Industrial Revolution) technologies are likely to generate $3.7 trillion in value by 2025, whereas AI can solely create $1.2-$2 trillion in value for manufacturing and supply chain management.
AI will breathe new life into manufacturing industries. So, let's get into how this technology is changing manufacturing in the coming future.
Interested in learning more about how to use AI to streamline your business? Speak with a professional today.
Andrew Ng, the co-founder of Google Brain and Coursera, says:
“AI will perform manufacturing, quality control, shorten design time, and reduce materials waste, improve production reuse, perform predictive maintenance, and more.”
And he’s right.
Here’s a glimpse of how AI is being used in manufacturing today with real-world use-cases.
Artificial intelligence is changing the technologies we use to run manufacturing in subtle and not-so-subtle ways. With AI-enabled software and smart cameras, manufacturers easily achieve improved quality inspection by monitoring every aspect of the production process.
AI-based visual inspections help manufacturers flag defects that the human eye might miss and trigger correcting measures to minimize product recalls and wastage.
Suntory PepsiCo, a beverage production company, implements an AI-powered solution integrated with smart cameras to determine that code labels are readable and correctly attached to the product. Machines with AI solutions work much faster and with fewer errors and simultaneously streamline the quality control process.
The below image shows Suntory PepsiCo's use of AI for bottle labeling. 
The above image shows the end result of Suntory PepsiCo's use of AI for its bottle labeling process.
AI for inventory management focuses on analyzing and correlating all possible essential factors for successful inventory management. From storing and delivering products to stock forecasting, planning, and controlling, these are just a few benefits of implementing AI-based technology for inventory management.
AI can also give manufacturers an insight into location-specific demand and the change in demand for a specific product. Rolls Royce, an automobile maker, uses image recognition and advanced machine learning algorithms to control its fleet of self-driving ships, resulting in improved supply chain efficiency and safe cargo transportation.
AI-based technologies heavily influence manufacturers with deep learning techniques that evaluate fused sensory measurements. 35% of US manufacturers are analyzing sensor data to detect and predict faults and wearing conditions of machinery.
The below image shows a machine using AI to streamline a factory process.
The above image depicts factory workers benefitting from AI machinery.
Detecting prior faults and machinery downtime through the predictive power of deep learning helps manufacturers increase productivity and reduce operating costs that ultimately improve manufacturing processes.
A leading supplier of electronic systems to aerospace and defense companies, Thales SA is collecting historical and current data on failure parts. They used the collected data and AI algorithms to predict potential problems in the future to make proactive maintenance decisions for clients.
Manufacturers leverage AI technology to boost the customer experience in every possible way.
From handling monotonous queries related to delivery dates to obtaining feedback for better customer engagement, AI with natural language processing increases customer engagement to a great extent.
AI in customer service also saves a lot of time and operational costs, as it reduces repetitive, tedious, and mundane tasks in an easy conversational manner.
“Lucy”, a conversational AI-chatbot used by Škoda to improve conversational customer experiences. Škoda boosted its conversion rates by 400% by deploying an AI chatbot that supports rapid growth and personalized customer interaction.
Artificial intelligence has boosted product development and enhancement in the manufacturing sector. It reduces trial and error costs and decreases time-to-market simultaneously.
With AI-based product development, manufacturers can accelerate their innovation and eliminate the roadblocks to launching new products before competitors.
AI for product development and enhancement helps to improve demand forecast accuracy and responds to real-time changes in demand across the supply chain.
To get the utmost returns across the new product development process, Honeywell has implemented AI and machine-learning algorithms for procurement, strategic sourcing, and cost management.
According to Grand View Research, Inc, Artificial Intelligence in the asset management market is expected to reach $13.43 billion by 2027, expanding at a CAGR of 37.1% from 2020 to 2027.
AI techniques can be applied in asset management into three categories, i.e., user experience and interfaces, operational efficiency, and investment processes.
Artificial intelligence in manufacturing can automate insights and generate summaries to plan future-ready potential actionable steps from extracted data for asset managers to utilize within their investment decisions.
AI software and ML (Machine Learning) capabilities can help to accelerate the research process while providing reliable investment suggestions.
As demonstrated by the points in this article, using AI in manufacturing can solve critical business challenges.
Manufacturing facilities Nissan, Applied Materials, and Danone Group use AI to simplify tedious tasks like detecting quality defects that were once accomplished by staff manually.
AI in manufacturing can catalyze greater benefits of cost savings, reduce workplace injuries, limit human errors, and reduce scrap rates and testing costs.

